
鋼材熱處理設備:淬火槽的設計 簡介


淬火槽是使用最普遍的浸液式淬火設備。用淬火槽淬火,工件直接浸入淬火介質中。介質可以是水、油、聚合物(如PAG)水溶液、鹽、堿類水溶液、熔鹽等。淬火槽要根據需要,設置攪拌裝置、除氧化皮裝置、工件傳送裝置、安全防火裝置、通風與環保裝置等。

一、設計準則
淬火槽設計要在考慮一次最大淬火量或單位時間淬火重量、工件尺寸、工件界面厚度、鋼號、要求的組織和力學性能等數據的前提下進行。設計時,應考慮以下問題:
(1)根據工件的特性、淬火方式、淬火介質和生產線的組成情況,確定淬火槽的類型與結構;同時根據所用液體的性質,考慮槽體選用材料或應采取的防腐措施。
(2)根據一次淬火最大重量、最大淬火工件尺寸(含夾具)和淬火間隔等數據,確定淬火槽的容積和需要配置的功能。如攪拌器、換熱器、儲液槽等配置。
(3)淬火槽內的淬火區域應留足夠的介質循環空間,使淬火件得到良好的冷卻。
(4)確定驅動介質運動的攪拌方式和布置。
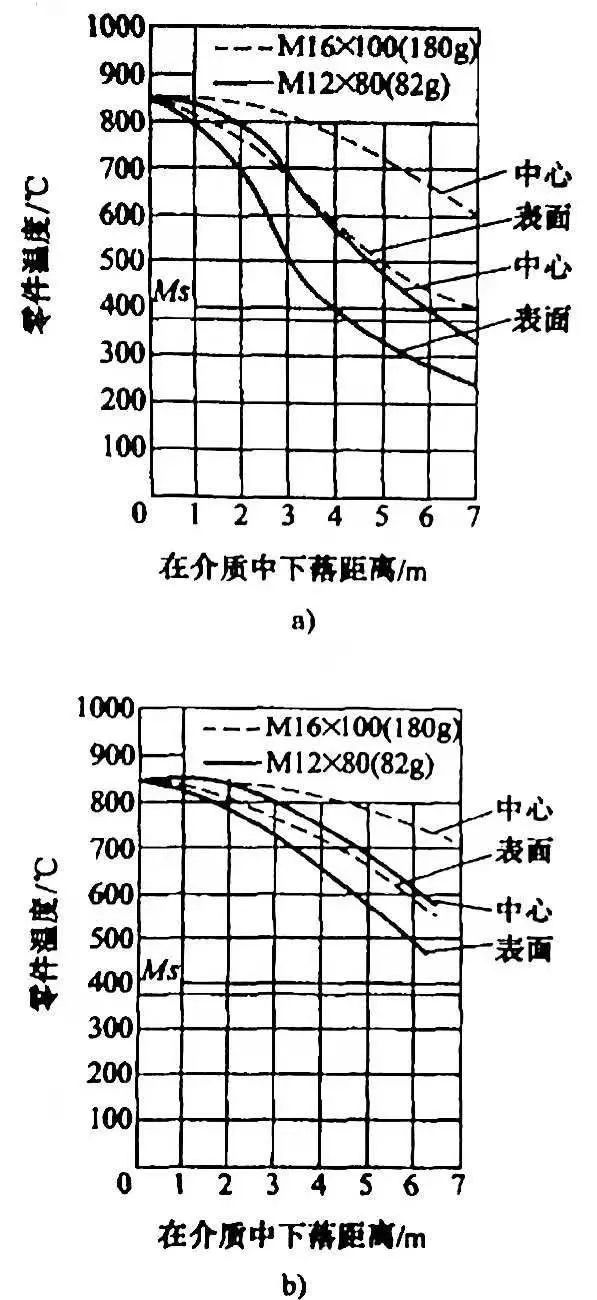
(5)確定輸送工件完成淬火工藝過程的機械裝置。對采用輸送帶傳送工件的淬火槽,要預留足夠的工件下落距離,以免熱態工件在未冷卻前與輸送帶發生磕碰。
(6)根據介質溫度的要求,確定是否配置加熱器和換熱器,并按需求進行配置。
(7)淬火槽要方便維護和清理。要考慮方便清理淬火中脫落在淬火槽里的氧化皮和工件,必要時配置過濾器。對于易混入水的淬火油槽,還應考慮在淬火槽底部設置排水閥。
(8)配置相應的安全環保措施。
二、淬火介質需要量計算
2.1 淬火工件放出的熱量
工件放出來的熱量Q可按下式計算:
Q=G(cs1ts1-cs2ts2) (1)
式中,Q——每批淬火件放出的熱量(kJ/批)
G——淬火件的重量(kg)
cs1、cs2——工件由0℃加熱到ts1和ts2的平均比熱容 kJ/(kg·℃),當鋼的加熱溫度為850℃時,cs1≈0.71kJ/kg·℃,當鋼冷卻到100℃時,cs2≈0.50 kJ/(kg·℃);
ts1、ts2——工件冷卻開始和冷卻終了溫度,通常ts2=100℃~150℃。

2.2 淬火介質需要量
淬火介質需要量按下式計算:
V=Q/(ρc0(t02-t01) (2)
式中,V——計算的淬火介質需要量(m3);
c0——淬火介質平均比熱容 kJ/(kg·℃),對于20℃~100℃的油,c0=1.88~2.09 kJ/(kg·℃);對于水,c0=4.18 kJ/(kg·℃);
t01、t02——淬火介質開始和終了溫度(℃)
ρ——淬火介質密度(kg/m3),水1000kg/m3;油900kg/m3(30℃~40℃)、870kg/m3(80℃~90℃)。
圖1 所示,為1kg鋼從850℃冷卻到100℃時,淬火介質上升的溫度與介質體積的關系。

▲圖1 1kg鋼自850℃冷卻到100℃時,冷卻介質體積與溫升的關系
2.3 確定淬火介質需要量需要考慮的因素
2.3.1 根據工藝要求確定允許的介質溫升
工件在15~25℃內的水中淬火,可以得到相對均勻的冷卻速度分布和較好的穩定性。圖2 所示為在適度攪拌下表面冷卻能力與水溫之間的關系曲線圖。表面冷卻能力隨著水溫的升高急劇下降,所以水的溫升受到限制。在良好的攪拌條件下,可以適當放寬水的溫度上限。

▲圖2 水在適度攪拌下表面冷卻能力與溫度之間的關系
研究表明油溫對淬火油的冷卻能力影響不大,但是從工程角度考慮淬火油的使用溫度一般都控制在40℃~95℃范圍內,過高的溫度將加快油的老化和加大油煙的產生量。從安全角度考慮,油的最高使用溫度應低于油的閃點50℃。過低的油溫會由于粘度大,流動性差,而降低冷卻均勻性,使淬火件的畸變量增加。同時,油溫過低也會因流動性差而增加火災危險。
2.3.2 考慮淬火件單位重量的表面積
從工件向淬火介質傳遞的熱量(q)取決于換熱系數(h)、工件表面積(A)和工件浸液淬火的起始溫度(T1)和介質溫度(T2)之差。即
q=hA(T1-T2) (3)
工件表面向淬火介質傳遞熱量(q)與工件表面積有關。相同重量、不同尺寸的工件,淬火冷卻從工件表面向淬火介質傳遞的熱量(q)隨時間的變化曲線會有很大不同。因此,在計算淬火介質需要量時,工件單位重量的表面積也是應該考慮的因素之一。相對淬火件表面積大的,淬火油槽的淬火重量與淬火介質的體積比參數應適當縮小,也就是將介質體積適當增大。
2.3.3 考慮介質的攪拌方式
攪拌可以提高介質參與換熱的效率,提高工件冷卻的均勻性和介質溫度均勻性。比較有效的攪拌油泵攪拌和螺旋槳攪拌。在攪拌條件下可以考慮將淬火槽的淬火重量與淬火介質體積比參數適當放大,也就是適當縮小淬火介質體積。通常,對于無攪拌的淬火油槽,淬火件的重量(含夾具)與淬火油的體積比為1:10(t/m3);對于有良好攪拌的淬火油槽,其淬火件的重量與淬火油槽的體積比為1:5~8(t/m3)
2.3.4 考慮每次淬火冷卻的間隔時間
如果兩次淬火間隔時間較短,或連續淬火槽,介質的溫度無法自然降溫恢復到淬火初始溫度除外適當加大淬火槽介質容量外,還應考慮增加換熱器或儲液槽等設施。
2.3.5 考慮安全因素
對于淬火油槽,要在考慮淬火油使用溫度的基礎上,確定淬火件重量與淬火油體積的比例。對于在淬火油槽中容易混入水的情況,應當提高淬火油的體積和配置相應的攪拌裝置,以免淬火槽底部積水溫度高于沸點發泡造成體積膨脹,致使淬火油溢出槽外。

三、淬火槽的攪拌
3.1 攪拌的作用
3.1.1 提高淬冷烈度
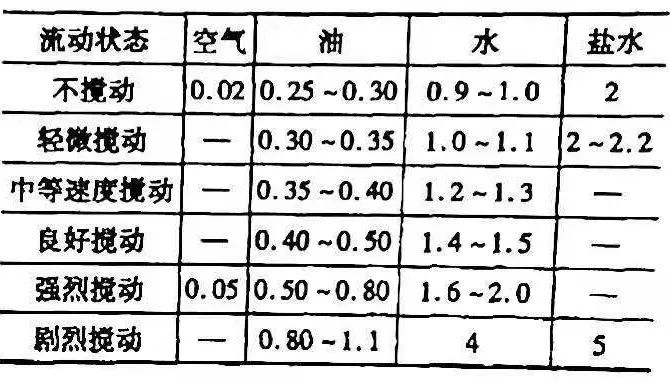
淬火介質從鋼件中吸收熱量的能力用淬冷烈度(H)表示。淬冷烈度是淬火介質的固有特性,不受工件尺寸、淬透性等工件特性影響, 是對淬火介質一個整體的、平均的評價,通常由介質的類型、溫度、攪拌等因素決定。淬冷烈度與各種介質流動狀態的關系見表1 。
▼表1 淬冷烈度與各種介質流動狀態的關系
3.1.2提高淬火介質溫度的均勻性
攪拌可以使整個淬火槽的介質形成一個較均勻和較強烈的運動狀態有利于減少工件的畸變和開裂傾向, 防止油局部過熱,減少淬火油著火的可能性和產生過量油煙,減緩老化進程提供介質使用壽命。
3.1.3 提供淬火介質的利用率
無攪拌淬火油槽,淬火件重量與油的體積比例一般為1:10 (t/m3);良好攪拌條件下的淬火油槽,上市比例可為1:5~8(t/m3)。
3.2 攪拌方式
淬火槽的攪拌方式很多,可以用有循環泵、螺旋槳、埋液噴射、吹氣等,還包括工件手動移動、行車或升降臺帶動相對于介質的流動。
手動移動工件可達1m/s的運動速度但重現性差。行車、升降臺能產生的運動速度取決于行車和升降臺的速度。泵攪拌能產生的速度隨離泵出口的距離相差很大。采用閉式螺旋槳攪拌,在導流筒出口附近介質流速可以達到0.5~1.5m/s。
淬火槽采用壓縮空氣攪拌時,增加了介質與氣體的接觸。促進了油介質的老化,降低了油的使用壽命;同時由于氣體是熱的不良導體,會使淬火工件上產生淬火軟點。因此一般情況下不推薦吹氣攪拌。
循環泵也很難提供均勻的攪拌,通常埋液噴射法,通過噴孔的合理分布來改進流動均勻性。但要達到與螺旋槳攪拌相同的介質流速,循環泵所需功率大約是螺旋槳的10倍。因此,螺旋槳被廣泛采用。
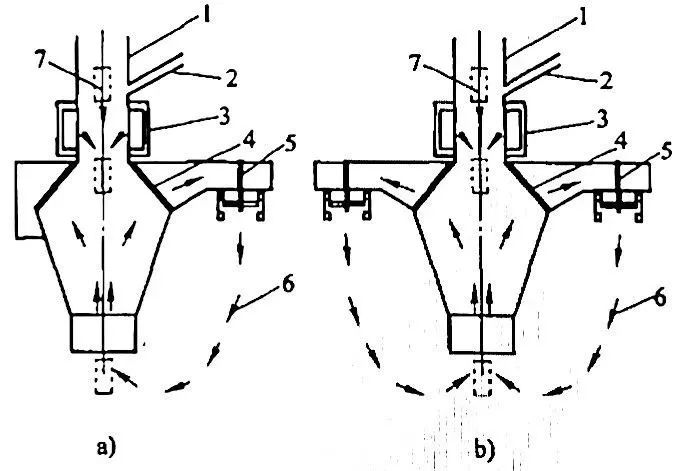
3.3 螺旋槳攪拌方式

淬火槽中常用的螺旋槳攪拌可分為開式攪拌和閉式攪拌兩種。開式攪拌螺旋槳周圍不能形成定向流動只能靠液體自身推進;閉式攪拌則是借助導流筒將介質導向至槽內淬火區域。圖3 為開式與閉式攪拌示意圖。

常用的開式攪拌器是軸流式螺旋槳,如圖4所示的船用螺旋槳。

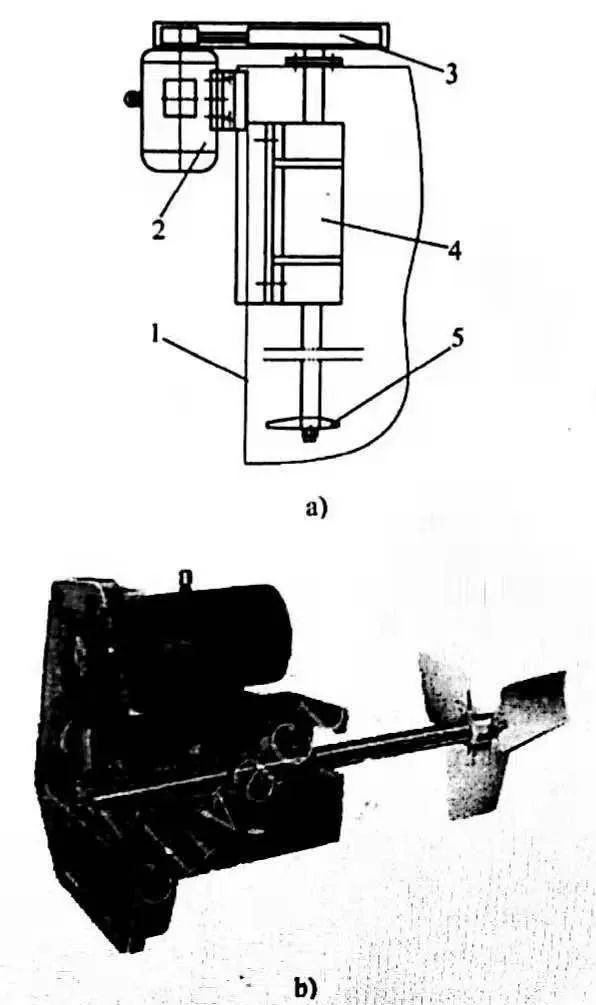

表2 是螺距與直徑的比為1.0 轉速為420r/min的船用螺旋槳所要求的的功率。

對于頂部直插式攪拌常常推薦選用圖4 b)所示的翼形螺旋槳,在相同轉速下,效率比常規船用螺旋槳高出40%。翼形螺旋槳攪拌推薦功率見表3 。

其他轉速下的功率可以格局下式調整,即功率與攪拌器轉速成正比:
![]() (4)
(4)
式中,P——功率(kw)
n——螺旋槳轉速(r/min)
圖4 中所示的螺旋槳多用于側式攪拌。它在葉片上與船用螺旋槳不同,它對側插時作用于螺旋槳的力有平衡作用,主要考慮側插式攪拌通常需要較高的轉速。與常規螺旋槳相比,其特點在于葉片可通過螺釘拆裝。
表4 為螺旋槳直徑與攪拌功率的關系值,其功率根據表2 確定。表3 的數據獲得的條件是:
①假設轉速為280r/min,液體密度為1.0g/cm3,翼形螺旋槳的相對功率數Np=0.33,根據式(4)計算出所要求的的功率,翼形螺旋槳與船用螺旋槳的相對功率Np近似相等。
②攪拌軸的功率相當于電機功率的80%。
③螺旋槳的直徑是指轉速為280rmin的開式攪拌時的直徑。
④當采用閉式攪拌時,螺旋槳直徑要減小3%。
閉式攪拌若采用軸流式螺旋槳,能更好地控制流體方向,但要能夠提供較大的起動力矩。
▼表4 螺旋槳直徑與攪拌功率的關系

表5 為在攪拌器轉速為420r/min條件下的螺旋槳直徑與攪拌功率的關系。
▼表5 三葉船用螺旋槳直徑與攪拌功率的關系

3.4 閉式攪拌系統設計
在淬火槽里采用閉式攪拌系統,能夠在淬火區域形成定向流體場。導流筒形式的閉式攪拌,理論上講可以使流體各質點的位移量相同,引導流體各處等速到達至所需要的淬火區域。
閉式攪拌系統導流筒應該具有以下一些結構特點(參見圖6):
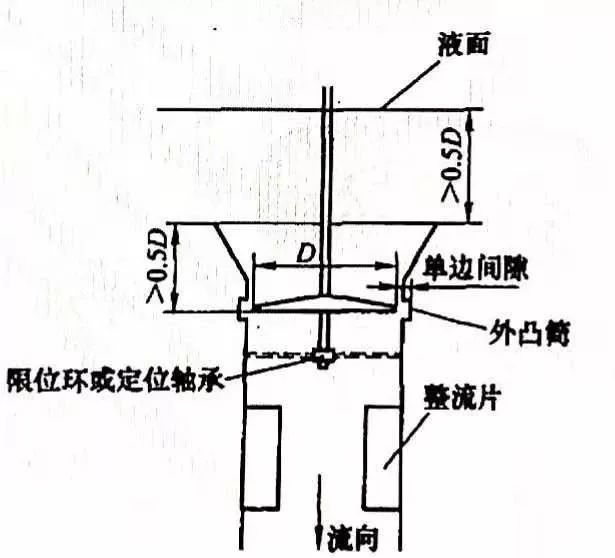
▲圖6 閉式攪拌下導流筒的結構
(1)充分利用淬火槽的底部。
(2)將導流筒進口處做成30°錐口,減小進口處壓頭損失并使流速分布均勻。
(3)導流筒口上部埋液深度不小于筒直徑的1/2,否則,會破壞進口處流速分布的均勻性。
(4)導流筒內壁加裝整流片,以減小渦流。
(5)螺旋槳葉片旋轉面伸入導流筒內的距離應不小于筒直徑的1/2,該尺寸關系到入口流速分布情況。如果螺旋槳葉片埋液深度不夠,則會在攪拌中有氣體被帶入介質中,導致淬火槽里液面產生泡沫,嚴重時會溢出槽外,增加火災危險,還會影響淬火效果。
(6)為防止螺旋槳產生傾斜或抖動,可以考慮加裝限位環或定位軸承。
(7)螺旋槳葉片與導流筒內壁應保持25~50mm的間隙。
3.5 螺旋槳攪拌器參數計算
3.5.1 壓頭與流量的關系
攪拌器的傳遞功率P與其排量(流量)Q和壓頭H(可比類為泵的揚程)有關,即:
P=QH (5)
閉式攪拌器的流量與壓頭關系圖與泵相似。圖7 a)所示閉式攪拌下的壓頭-流量曲線示意圖,超出曲線左邊區域將導致失穩狀態,即流滯狀態。

▲圖7 閉式攪拌器性能曲線
a)壓頭-流量曲線 b)系統阻力曲線
c)閉式攪拌操作點
圖7 b)為一系列系統阻力曲線,系統阻力Kυ由下式導出:
Kυ=2gH/Vd 2
式中,g——重力加速度
H——系統壓頭
Vd——導流筒內流速
Kυ——導流阻力系數,是導流幾何形狀的函數。
將圖7a)與圖7b)曲線疊加獲得圖7c),兩類曲線的交點就是攪拌器的工作點,一般將攪拌器的工作點選在交點左側,最大不超過交點。當幾何形狀一定時,可以根據經驗近似地確定Kυ值,連同流量、壓頭等參數,可以近似的設計攪拌系統。
圖8 所示為這些曲線在軸流式螺旋槳和翼形螺旋槳上的具體應用。圖中顯示出:當Kυ由1.0加大到5.0時,翼形螺旋槳的流量減少30%,同樣條件下,軸流式螺旋槳的流量降低35%。因此,當系統阻力較高時,翼形螺旋槳形成的壓頭相對高出16%。翼形螺旋槳有如下優點:
(1)壓頭較高。
(2)壓頭-流量曲線較陡。
(3)抗流滯性強。
(4)工作效率高。
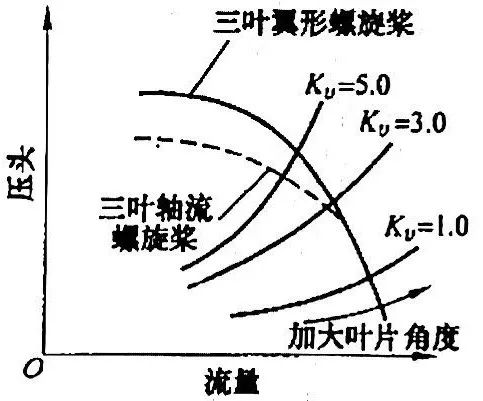
▲圖8 軸流式螺旋槳和翼形螺旋槳的壓頭-流量曲線
3.5.2 螺旋槳的功率和流量計算
在相同功率下,不同類型的螺旋槳會產生不同的流量。因此,在螺旋槳額類型、轉速確定后,才能確定單位體積所需功率,單位體積功率下的流量可以由式(9)計算:
Q=NQnD3 (7)
 (8)
(8)
 (9)
(9)
式中:D——螺旋槳直徑
n——螺旋槳轉速
Np——相對功率數
NQ——相對流量數
ρ——流體密度
Q——流量
P——功率
相對流量NQ是螺旋槳推進能力的參數,相對功率Np則是螺旋槳功耗特性系數,式(9)表明單位功率下的流量與螺旋槳類型、安裝方式、轉速及其直徑有關。
式(9)并不能完全描述攪拌器的運動,攪拌器還有其它一些需要考慮的設計因素,如扭矩等。扭矩T與式(9)中各項參數的關系如下:
 (10)
(10)
扭矩是決定攪拌器成本的關鍵因素,因此要像流量和功率那樣嚴格計算,扭矩 T 和單位體積功率下的流量Q/P均與螺旋槳直徑存在函數關系,如圖9 所示。

▲圖9 根據扭矩確定功率
根據轉速和直徑對螺旋槳進行優選是一個復雜的問題,淬火冷卻作為一個控制過程,最好在流量和轉速恒定的情況下對攪拌器其余參數進行比較,即用下式表示:
 (11)
(11)
在流量和轉速恒定的情況下,單位體積功率下流量Q/P值用下式表示:
 (12)
(12)
用式(12)的條件是NQ和Np為已知量,這兩個值可以根據經驗確定,也可以由螺旋槳產生廠家提供。表6 列出了一種常用船用螺旋槳和一種翼形螺旋槳相對流量數和相對功率數。應該注意,當設置導流筒時,由于相對流量數的變化,也導致了單位體積功率下流量的變化。在相同功率下,閉式攪拌(加導流筒)的流量降低,但卻具有定向控制流體的優點。
▼表6 閉式攪拌的相對流量數與相對功率數

3.5.3 組合式攪拌
為了使淬火區域內的工件冷卻均勻,就應該使流經淬火區域的工件冷卻均勻,這樣就要采用組合式攪拌器。至于在什么場合下安裝組合式攪拌器和它們在淬火槽的什么位置,并沒有簡單的定量關系,可由設計者依據一定的規律確定。下面介紹一些可參考的基本規律。
3.6 攪拌器的布置
3.6.1 開式攪拌
對于圓形淬火槽,當攪拌功率超過2.2kw時,就可以考慮設置多個攪拌器。如果功率在2.2~4.5kw之間,攪拌器可以考慮側插或頂插安裝。如果功率超過7.5kw就要安裝兩個以上攪拌器。具體安裝攪拌器的數量還應考慮是否有足夠的安裝空間。圖11 所示為圓形淬火槽側插式攪拌器的安裝示意圖。

▲圖10 圓形淬火槽側插式攪拌器安裝示意圖
對于深井式圓形淬火槽攪拌器的安裝見圖11 。
▲圖11 一種深井爐圓形淬火槽
對于矩形淬火槽,當長寬比大于2:1時,可以安裝一個大功率攪拌器,當長寬比遠大于2:1時,就要安裝多個攪拌器,詳見圖12 。
▲圖12 矩形淬火槽攪拌器安裝位置示意圖
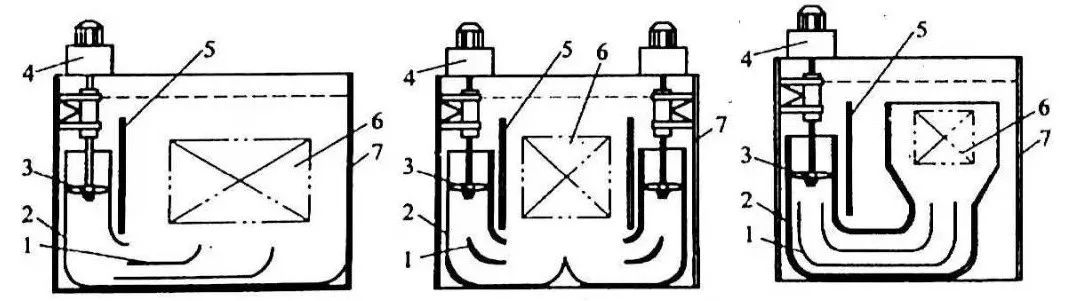
頂插式開式攪拌器應與垂直軸線成16°角葉片與底部的直徑應大于螺旋槳直徑。側插式攪拌器軸線距槽底部應大于螺旋槳半徑+150mm。圖13 和圖14 為兩個側插式攪拌器的開式攪拌淬火槽結構示意圖。



2.6.2 閉式攪拌
閉式攪拌可以在淬火區域形成定向流體場,其中的導流筒是提供流體定向流動的最有效和最經濟的方法。
帶導流筒的攪拌可用于深井式淬火槽,見圖15 。導流筒攪拌的作用與泵相似,但是在相同功率下,它可以提供比泵高10倍的流量使液體沿著導流筒運動到指定區域。溢流板的作用是保證螺旋槳具有足夠的埋液深度,防止攪拌時帶入空氣。

▲圖15 帶導流筒的深井式淬火槽
3.7 閉式攪拌的均流結構
開裂與畸變一直是熱處理行業中沒有得到很好解決的技術難題。研究結果表明,淬火件產生開裂和畸變的主要原因之一是工件淬火冷卻所處的流體場的均勻程度。流體場流動均勻與否,取決于淬火槽畸變及均流結構設計是否合理,恰當的介質畸變及合理的均流結構可顯著改善淬火件冷卻的均勻性;相反,當淬火介質處于靜態或不均勻流速場中淬火時,往往會造成冷卻不均勻。
對于閉式攪拌下的淬火槽,螺旋槳的安裝方式常見的有頂插式和側插式。由于閉式攪拌使流動的液體具有很強的方向性,見圖16 ,所以無論是哪種形式,都要求設置均流結構。

▲圖16 流體通過90°彎管導流筒后的流體速度分布圖
圖17 所示帶均流片的閉式攪拌淬火槽為頂插式攪拌。在導流筒的出口處設置了均流片,目的是將通過90°彎管導流筒后的分布不均勻流體進行均勻分布。

圖18 所示為該均流結構示意圖。

圖19 所示為無均流片和有均流片情況流體分布的模擬流線圖,該結果與實測結果基本吻合。

圖20 所示為閉式攪拌淬火槽均流板的幾種結構形式。閉式攪拌側插螺旋槳的均流結構與位置的布置與大城市基本相同。
▲圖20 閉式攪拌淬火槽均流板幾種結構形式
1-均流板 2-導流筒 3-螺旋槳 4-攪拌器 5-工件 6-淬火槽
3.8 淬火介質流速的測量
3.8.1 介質流速的測量方法
(1)采用皮托管測速
該方法適用于測定呈單向流動的介質的速度,如層流或噴射的射流,但不適合測定紊流(多向)狀態下的流速。
(2)輪式測速儀
通過電子計數方法累計單位時間內測速轉子(渦輪)在流動介質中轉動的次數,然后經過換算得出流速值。該儀器的測速轉子的旋向在紊流場中會隨流體方向的變化而呈現正反交替旋轉,因而影響測定結果的準確性,其結果僅用于定性分析。
 (14)
(14)
3.8.2 螺旋槳攪拌條件下介質流速的測量
采用螺旋槳攪拌器攪拌下的浸液式淬火槽的介質流速呈紊流狀態,即流體質點在向前運動的同時還有很大的橫向速度,而且橫向速度的大小方向也隨時做無規則變化。因此,采用常規流速測量儀器,很難在紊流狀態的流體場中測得準確的流速數據。目前,多采用激光多普勒測速儀和超聲波多普勒測速儀測量螺旋槳攪拌條件下的介質流速。
(1)激光多普勒測速方法
圖21 所示為激光多普勒測速儀的系統構成。激光多普勒測速儀的位置設在容器的外部,其光電探測器的發射和接收光束是在透明外發射和接收的。該方法被用于在實驗室條件下測量透明度好、尺寸較小的容器內介質的流速。

▲圖21 激光多普勒測速儀系統構成
(2)超聲波多普勒測速方法
圖22 所示為超聲波多普勒測速儀系統構成。由于超聲波多普勒測速儀用的是聲波,并且發射和接收聲波的探頭是被浸入介質中,所以該方法對介質的透明度和容器內介質的容量多少無特殊要求。

▲圖22 聲波多普勒測速儀系統構成

4.2 深井或大直徑淬火槽
深井式淬火槽常用于長軸類工件淬火冷卻。圖24 所示為頂插攪拌器的深井式淬火槽。淬火槽直徑為?2.2m,深度為7m,配置兩套螺旋槳攪拌器,為了減少裝液量,導流筒置于槽體之外。對于深度小于10m以下的淬火槽的攪拌,可以考慮采用頂插式螺旋槳方式攪拌;大于該尺寸,可以考慮采用側插式螺旋槳攪拌或泵攪拌。







滑槽設計應考慮以下幾個方面:


